Food industry hygienic design
Food Industry Hygienic Design – Food Grade Sealing Solutions
Hygienic design is essential in the food industry to ensure product safety, prevent contamination, and maintain compliance with strict regulatory standards. Ashton Seals supplies advanced food-grade sealing solutions designed to meet the demanding requirements of food processing, beverage production, and hygienic manufacturing environments.
Rotary shaft seals play a critical role in preventing the ingress of dirt, bacteria, and contaminants into machinery, ensuring safe and efficient food production processes.
Hygienic VR Seals for Food Processing Applications
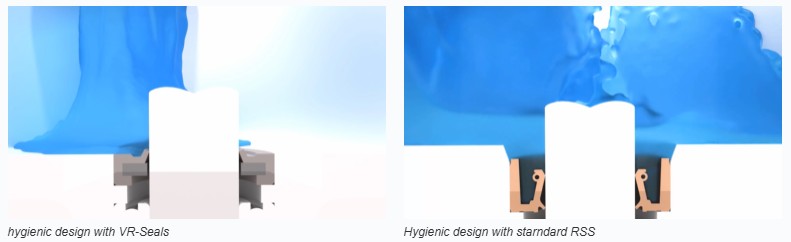
VR radial shaft seals are specifically designed for hygienic sealing applications, offering a smooth, cavity-free design that reduces contamination risks. Unlike traditional seals, VR seals:
- Feature no cavities or crevices, preventing bacteria build-up
- Do not use bonding agents, improving food safety
- Are available in a range of food-grade elastomers with industry approvals
This makes them ideal for use in food processing machinery where hygiene and cleanability are critical.
Key Benefits of Hygienic Sealing Solutions
- Improved hygiene and contamination control
- Smooth surfaces for easy cleaning and sterilisation (CIP/SIP processes)
- Low friction and energy-efficient operation
- Reduced heat generation, helping protect food products
- Longer service life and reduced maintenance requirements
These features support compliance with food safety standards while improving operational efficiency.
Designed for Cleanability & Food Safety
Hygienic seals used in the food industry must withstand frequent cleaning processes, including Clean-in-Place (CIP) and Sterilisation-in-Place (SIP). Advanced sealing materials such as PTFE and specialist elastomers are resistant to aggressive cleaning chemicals, high temperatures, and moisture, ensuring long-term performance without contamination risk.
Applications in Food Processing Equipment
Hygienic sealing solutions are widely used across food and beverage manufacturing, including:
- Bakery and grain processing equipment
- Meat and poultry processing machinery
- Dairy production systems
- Coffee and beverage machines
- Mixing and blending equipment
These applications require reliable, hygienic sealing systems to maintain product integrity and meet strict industry regulations.
FAQs
1. What are food grade sealing solutions?
Food grade sealing solutions are seals and gaskets designed specifically for food processing and hygienic environments. They are manufactured from approved materials that meet industry standards, helping prevent contamination and ensuring safe production.
2. What are hygienic rotary shaft seals?
Hygienic rotary shaft seals are sealing components designed with smooth, cavity-free surfaces to minimise bacteria build-up. They are ideal for food processing machinery, where cleanliness, safety, and compliance are critical.
3. Why is hygienic design important in the food industry?
Hygienic design helps prevent contamination, supports food safety compliance, and ensures equipment can be easily cleaned. It is essential for meeting regulations and maintaining product quality in food and beverage manufacturing.
4. Are seals suitable for CIP and SIP cleaning processes?
Yes. Food industry seals are designed to withstand Clean-in-Place (CIP) and Sterilisation-in-Place (SIP) processes. They are resistant to high temperatures, moisture, and cleaning chemicals, ensuring long-term performance in hygienic environments.
5. What materials are used in food processing seals?
Common materials used in food grade seals include:
- PTFE (Teflon™) for chemical resistance
- Silicone and EPDM for flexibility and hygiene
- Specialist elastomers compliant with FDA and EU regulations
These materials are selected to ensure safe, durable, and hygienic sealing performance.